1. Management Summary
Kälteanlagen gehören zu den größten elektrischen Verbrauchern in der Industrie und Gebäudetechnik. Ein signifikantes Einsparpotenzial (oft zwischen 15 % und 30 %) liegt nicht allein in der Erneuerung mechanischer Komponenten, sondern in der Optimierung der Mess-, Steuer- und Regelungstechnik (MSR). Diese Studie vergleicht konventionelle, reaktive Regelungsstrategien mit modernen, prädiktiven Systemarchitekturen. Im Zentrum steht der Nachweis, dass die Kombination aus der hochperformanten Siemens SIMATIC S7-1500 Steuerung und dem fortschrittlichen Leitsystem AutomationX zu einer maximalen Energieeffizienz, höherer Anlagensicherheit und geringeren Lebenszykluskosten führt.
2. Einleitung und Problemstellung
Die industrielle Kälteerzeugung ist von komplexen thermodynamischen Prozessen geprägt. Schwankende Lastanforderungen, variierende Umgebungstemperaturen und prozessbedingte Spitzenlasten stellen hohe Anforderungen an die Regelung.
- Der Status Quo: Viele Bestandsanlagen nutzen starre Setzpunkte (z. B. konstante Kondensations- und Verdampfungsdrücke) und autarke Inselregelungen ohne übergeordnete Kommunikation.
- Die Folge: Verdichter laufen oft im ineffizienten Teillastbereich, unnötige Abtauzyklen verschwenden Energie und Verschleiß wird nicht rechtzeitig erkannt.
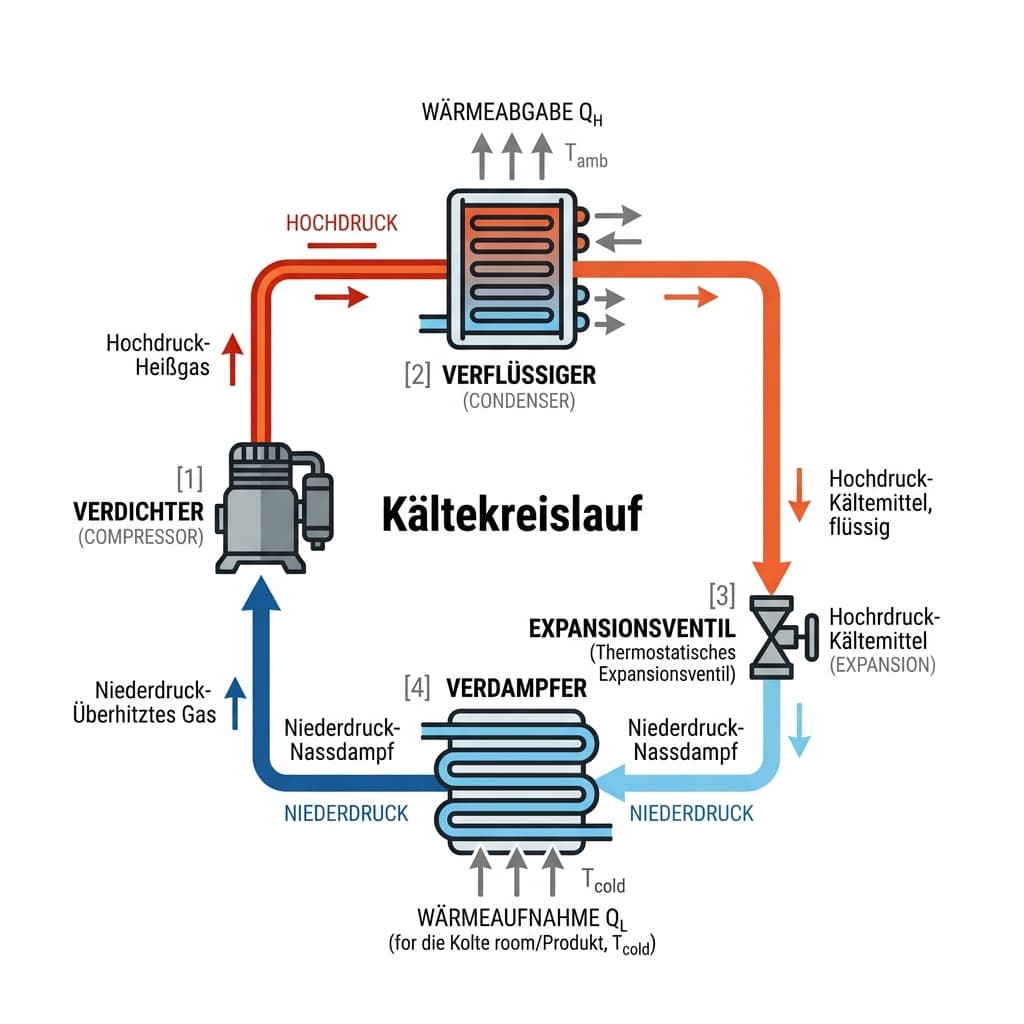
Technisches Diagramm eines industriellen Kältekreislaufs
3. Grundlagen energieeffizienter Kälteregelung
Um die Leistungszahl (COP - Coefficient of Performance) einer Kälteanlage zu maximieren, müssen folgende regelungstechnische Maßnahmen umgesetzt werden:
- Gleitende Kondensationsdruckregelung: Anpassung des Drucks an die Außentemperatur.
- Bedarfsgeführte Verdampfungsdruckregelung: Anhebung des Saugdrucks bei geringer Kühllast.
- Heißgas- und Wärmerückgewinnung: Intelligente Verteilung der Abwärme.
- Drehzahlregelung (FU): Kontinuierliche Anpassung der Verdichter- und Lüfterdrehzahlen statt On/Off-Betrieb.
- Bedarfsgesteuerte Abtauung: Abtauung nur bei tatsächlicher Vereisung (Erkennung durch thermodynamische Modelle).
Um diese hochdynamischen Berechnungen in Echtzeit durchzuführen, reicht herkömmliche Relaistechnik oder einfache Kompaktregler nicht mehr aus.
4. Technologiefokus: Siemens SIMATIC S7-1500
Die S7-1500 stellt das aktuelle Flaggschiff der Siemens-Automatisierung dar und bietet für die Kältetechnik entscheidende Vorteile gegenüber älteren Generationen (wie S7-300/400) oder Drittherstellern.
4.1. Rechenleistung und Systemarchitektur
Kälteprozesse benötigen zur Effizienzsteigerung komplexe Fließkomma-Berechnungen (z. B. Berechnung der Enthalpie-Werte für Kältemittel wie NH3, CO2 oder Propan). Die S7-1500 bietet durch ihren schnellen Rückwandbus und die leistungsstarke CPU die Möglichkeit, thermodynamische Zustandsgleichungen im Millisekundenbereich zu berechnen.
4.2. Integrierte Technologiefunktionen (PID-Control)
Thermodynamische Prozesse in der Kältetechnik sind von Natur aus stark nichtlinear und weisen signifikante Totzeiten auf. Ein klassisches Beispiel ist die Überhitzungsregelung (Superheat) am Verdampfer: Öffnet oder schließt das elektronische Expansionsventil (EEV), reagiert die Temperatur des Kältemittels am Verdampferausgang erst mit zeitlicher Verzögerung. Herkömmliche Zweipunktregler oder schlecht abgestimmte Kompaktregler geraten hier in ein stetiges Regelschwingen (das sogenannte "Hunting"). Dies führt zu einem instabilen Anlagenbetrieb, erhöhtem Verschleiß der Ventile und einer drastischen Reduzierung der Gesamtenergieeffizienz.
Die Siemens SIMATIC S7-1500 löst dieses Problem durch ihre tief integrierten, hochperformanten Technologieobjekte, insbesondere die Bausteine PID_Compact und PID_Temp.
Mathematische Präzision in der Stellgrößenberechnung
Im Kern arbeitet die S7-1500 mit einem kontinuierlichen PID-Algorithmus, der die Stellgröße u(t) für die Anlagenkomponenten (z. B. den Öffnungsgrad des EEV in Prozent) in Echtzeit auf Basis der Regeldifferenz e(t) berechnet. Die Implementierung basiert auf der idealen PID-Gleichung:
Hierbei ermöglicht die hohe Rechenleistung der CPU extrem kurze Zykluszeiten im Millisekundenbereich, wodurch die Parameter Kp (Proportionalbeiwert), Ti (Nachstellzeit) und Td (Vorhaltzeit) hochpräzise auf den Kälteprozess angewendet werden.
Die entscheidenden Vorteile der S7-1500 für die Kältetechnik:
- Intelligentes Autotuning: Die optimale Bestimmung der PID-Parameter ist in der Kältetechnik manuell kaum fehlerfrei leistbar. Die S7-1500 bietet ein integriertes Autotuning. Beim Pre-Tuning (Erstoptimierung) misst die Steuerung die Sprungantwort der Kälteanlage. Beim Fine-Tuning (Nachoptimierung im laufenden Betrieb) passt der Algorithmus die Regelparameter kontinuierlich an veränderte Lastbedingungen an. Das manuelle, zeitintensive Einmessen der Anlage entfällt.
- Integriertes Anti-Windup: Bei großen, plötzlichen Lastwechseln (z. B. Einlagerung warmer Ware in ein Kühlhaus) kommt es oft zu einer Übersteuerung des Integralanteils (I-Anteil). Die S7-1500 friert den I-Anteil intelligent ein, sobald die Stellgröße (das Ventil) ihr physisches Maximum von 100% erreicht hat. Dies verhindert das gefürchtete Überschwingen der Temperaturen bei Annäherung an den Sollwert.
- Störgrößenaufschaltung: Druckschwankungen im Verflüssiger können als Störgröße direkt in den Regelkreis der S7-1500 eingespeist werden. Der Regler kompensiert diese Schwankungen prädiktiv, bevor sich die Störung überhaupt auf die Verdampfungstemperatur auswirken kann.
- Energetischer Impact: Durch das schwingungsfreie und präzise Anfahren der Sollwerte mithilfe der S7-1500 kann die minimale Überhitzung am Verdampfer sicher und ohne die Gefahr von Flüssigkeitsschlägen am Verdichter gefahren werden. Eine stabile Reduzierung der Überhitzung erlaubt eine Anhebung der mittleren Verdampfungstemperatur. In der Praxis der Kältetechnik bedeutet bereits eine Anhebung der Verdampfungstemperatur um 1 K eine Steigerung der Leistungszahl (COP) um etwa 2% bis 3%. Dies ist ein direkter, messbarer Effizienzgewinn.
4.3. Konnektivität (PROFINET)
Die nahtlose Einbindung von Frequenzumrichtern (z. B. SINAMICS) über PROFINET ermöglicht es der S7-1500, Motordaten (Stromaufnahme, Drehmoment) direkt auszulesen. Dies ist die Basis für eine energieoptimale Drehzahlregelung der Verdichter.
5. Das Leitsystem: AutomationX als Visualisierung und Datenzentrale
Während die Siemens SIMATIC S7-1500 die hochdynamischen, prozessnahen Regelungsaufgaben in Echtzeit (Millisekundenbereich) meistert, agiert das Leitsystem AutomationX als das "Gehirn" und Gedächtnis der Gesamtanlage. Eine moderne, energieeffiziente Kälteanlage darf keine Blackbox sein. Um den Prozess für das Bedienpersonal transparent zu machen, historische Daten für das Energiemanagement (gemäß ISO 50001) zu nutzen und proaktive Wartungsstrategien zu fahren, ist ein leistungsstarkes SCADA- und Leitsystem unerlässlich.
5.1. Objektorientierte Anlagenvisualisierung und Situational Awareness
Klassische HMI-Panels an der Schaltschranktür bieten meist nur isolierte Zahlenwerte und rudimentäre Grafiken. AutomationX hingegen verfolgt einen objektorientierten Ansatz, der es ermöglicht, die Kälteanlage als maßstabsgetreues R&I-Fließschema (Rohrleitungs- und Instrumentenfließschema) auf Leitstand-Monitoren zu visualisieren.
- Intuitive Prozessführung: Anlagenfahrer sehen nicht nur nackte Sensorwerte, sondern erkennen den energetischen Zustand der Anlage auf einen Blick. Farbumschläge von Rohrleitungen (z. B. Heißgas, Flüssigkeitsleitung, Sauggas) und animierte Verdichter- und Ventilzustände schaffen eine sofortige Situational Awareness.
- Zentrale Steuerung: Alle Sollwerte, Betriebsparameter und Hand-Eingriffe können sicher und nachvollziehbar von einer zentralen Warte aus getätigt werden.
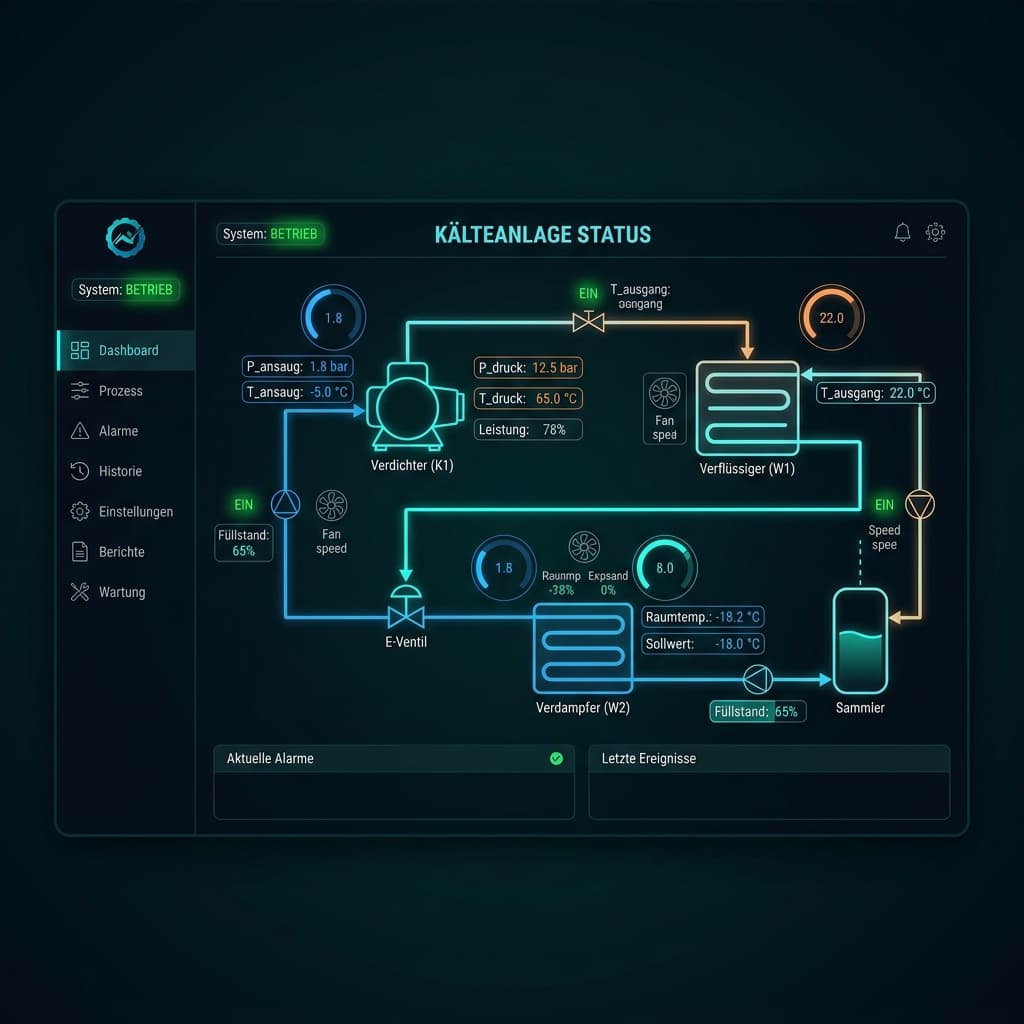
AutomationX Prozessvisualisierung: R&I-Fließschema & Dashboard
5.2. Advanced Process Control (APC) und Prädiktive Regelung
Die wahre Stärke der Kombination aus S7-1500 und AutomationX liegt in der Aufgabenteilung. AutomationX kann als übergeordneter "Master" fungieren und sogenanntes Advanced Process Control (APC) anwenden.
Das Leitsystem blickt in die Zukunft, anstatt nur auf aktuelle Sensorwerte zu reagieren:
- Wetter- und Lastprognosen: AutomationX kann externe Datenquellen wie lokale Wetterberichte (Außentemperatur und Luftfeuchtigkeit für die nächsten 24 bis 48 Stunden) per API abrufen.
- Produktionskopplung: Durch die Anbindung an das ERP- oder MES-System der Produktion "weiß" AutomationX, wann Lastspitzen zu erwarten sind (z. B. Schichtbeginn, Reinigungsprozesse mit hohem Wärmeeintrag).
- Prädiktive Sollwertvorgabe: Basierend auf diesen Daten errechnet AutomationX die energetisch optimalen Setzpunkte (z. B. für den Kondensationsdruck) und sendet diese dynamischen Sollwerte an die S7-1500. Die Anlage wird proaktiv gekühlt oder die Verdampfungstemperatur wird angehoben, bevor ein ineffizienter Spitzenlastbetrieb notwendig wird.
5.3. Lückenlose Datenaufzeichnung, Trending und Alarm-Management
Energieeffizienz ist kein einmaliger Zustand, sondern ein kontinuierlicher Prozess. AutomationX bietet eine integrierte, hochauflösende Historien-Datenbank, die alle relevanten Anlagenparameter (Drücke, Temperaturen, Stromaufnahmen, Ventilstellungen) lückenlos aufzeichnet.
- Identifikation schleichender Verluste: Ein Verdichter, der aufgrund eines verschmutzten Verflüssigers über Wochen hinweg schleichend 5 % mehr Strom aufnimmt, fällt im normalen Betrieb oft nicht auf. Durch die Langzeit-Trendaufzeichnung und das Vergleichen von Leistungskennzahlen (COP-Monitoring) in AutomationX wird dieser Effizienzverlust sofort sichtbar.
- Intelligentes Alarm-Management: Alarme werden nicht nur bei Grenzwertverletzungen (z. B. "Druck zu hoch") ausgelöst, sondern können durch logische Verknüpfungen intelligent vorfiltern. Dies verhindert Alarmfluten und leitet das Wartungspersonal zielgerichtet zur Fehlerquelle, was Ausfallzeiten drastisch reduziert.
- Energiereporting: Das System generiert auf Knopfdruck automatisierte Berichte über den Energieverbrauch, die Kälteerzeugung und die Anlagen-Performance, welche direkt für Zertifizierungsaudits (z. B. ISO 50001) verwendet werden können.
6. Synergie-Vergleich: Konventionell vs. S7-1500 + AutomationX
| Kriterium | Konventionelle Regelung (Kompaktregler) | Siemens S7-1500 + AutomationX |
|---|---|---|
| Sollwertvorgabe | Starr (z.B. immer -10°C Verdampfung) | Dynamisch (gleitend, nach Echtzeit-Last) |
| Verdichtersteuerung | Stufenschaltung (Ein/Aus), hoher Verschleiß | Stufenlos via PROFINET-FU, punktgenau |
| Abtauprozess | Zeitgesteuert (z.B. alle 8 Stunden) | Bedarfsgesteuert nach Leistungsabfall |
| Datenanalyse | Lokales Display, keine Langzeitaufzeichnung | Lückenloses Trending, ISO 50001 konform |
| Anlagenüberblick | Textbasierte Menüs an der Schaltschranktür | Intuitive, grafische Full-HD Visualisierung |
| Energieeffizienz (COP) | Basiswert | + 15 % bis + 25 % durch smarte Algorithmen |
7. Wirtschaftlichkeitsbetrachtung (ROI) und Total Cost of Ownership (TCO)
Die Entscheidung für eine Modernisierung der Mess-, Steuer- und Regelungstechnik (MSR) wird in der Regel nicht durch technologische Begeisterung, sondern durch harte wirtschaftliche Kennzahlen getrieben. Der Einsatz einer Siemens SIMATIC S7-1500 in Verbindung mit dem Leitsystem AutomationX bedeutet im direkten Vergleich zu einfachen Kompaktreglern zunächst höhere initiale Investitionskosten (CAPEX) für Hardware, Lizenzen und das Engineering.
Betrachtet man jedoch die Total Cost of Ownership (TCO) über den üblichen Lebenszyklus einer Kälteanlage (15 bis 20 Jahre), wandelt sich das Bild drastisch. Die erheblichen Einsparungen bei den laufenden Betriebskosten (OPEX) führen zu extrem kurzen Amortisationszeiten.
7.1. Kosten-Nutzen-Faktoren im Überblick
CAPEX (Einmalige Kosten):
- Anschaffung der S7-1500 Hardware und Peripherie (ET 200SP).
- Software-Lizenzen für AutomationX.
- Engineering-Aufwand (SPS-Programmierung, SCADA-Visualisierung, thermodynamisches Tuning).
- Schaltschrankbau und Inbetriebnahme.
OPEX-Einsparungen (Laufende Erträge):
- Energie: Reduktion des Stromverbrauchs durch gleitende Druckregelung und optimierte PID-Parameter (durchschnittlich 15 % bis 25 %).
- Instandhaltung: Verringerter mechanischer Verschleiß (z. B. durch Vermeidung von Verdichter-Takten) senkt Ersatzteil- und Wartungskosten.
- Personal: Schnelle Fehlerdiagnose durch die transparente AutomationX-Visualisierung reduziert teure Stillstands- und Suchzeiten.
7.2. Beispielhafte ROI-Berechnung (Return on Investment)
Um die wirtschaftliche Hebelwirkung der Systemkombination zu verdeutlichen, dient folgende Modellrechnung einer typischen industriellen Kälteanlage im Mittelstand:
| Anlagen- und Wirtschaftsparameter | Angenommener Wert |
|---|---|
| Kälteleistung der Anlage | 500 kW |
| Jährliche Betriebsstunden | 6.000 h |
| Bisheriger Energieverbrauch pro Jahr | ca. 1.200.000 kWh |
| Strompreis (Industrie) | 0,18 € / kWh |
| Bisherige Energiekosten pro Jahr | 216.000 € |
| Kalkulierte Energieeinsparung (S7-1500 + aX) | 20 % (durch intelligente MSR) |
| Jährliche finanzielle Einsparung | 43.200 € |
| Geschätzte Investition (MSR-Retrofit) | ca. 65.000 € (Hardware, Lizenzen, Engineering) |
| Amortisationszeit (ROI) | ~ 1,5 Jahre |
Hinweis: Diese Beispielrechnung bezieht sich rein auf das Retrofit der Steuerungstechnik bei bestehender Kältemechanik.
8. Quellennachweise / Literaturverzeichnis
- DIN EN 378 (2017): Kälteanlagen und Wärmepumpen - Sicherheitstechnische und umweltrelevante Anforderungen. Beuth Verlag.
- Siemens AG (2023): SIMATIC S7-1500 / TIA Portal Systemhandbuch. Nürnberg: Siemens Industry Online Support. (Spezifikationen zur PID-Regelung und PROFINET-Anbindung).
- AutomationX GmbH (2022): Systemarchitektur und objektorientierte Prozessführung im aX-System. Graz.
- VDMA (2021): Energieeffizienz in der Kältetechnik - Leitfaden für Betreiber. Verband Deutscher Maschinen- und Anlagenbau.
- Dincer, I., & Kanoglu, M. (2010): Refrigeration Systems and Applications. John Wiley & Sons. (Grundlagen zur gleitenden Druckregelung und thermodynamischen COP-Berechnung).